Après avoir terminé
le moteur 7 cylindres en étoile présenté en détail
sur cette page,
j’ai décidé de monter en complexité et d’attaquer
la fabrication d’un 9 cylindres. Après quelques recherches
sur le net, j’ai décidé d’acheter les plans
du Silver Star commercialisés par Robert
Standar :
M. Standar commercialise aussi les pièces de son moteur, c’est
donc chez lui que j’ai acheté les ressorts de soupapes
ainsi que les pignons et la couronne de la distribution.
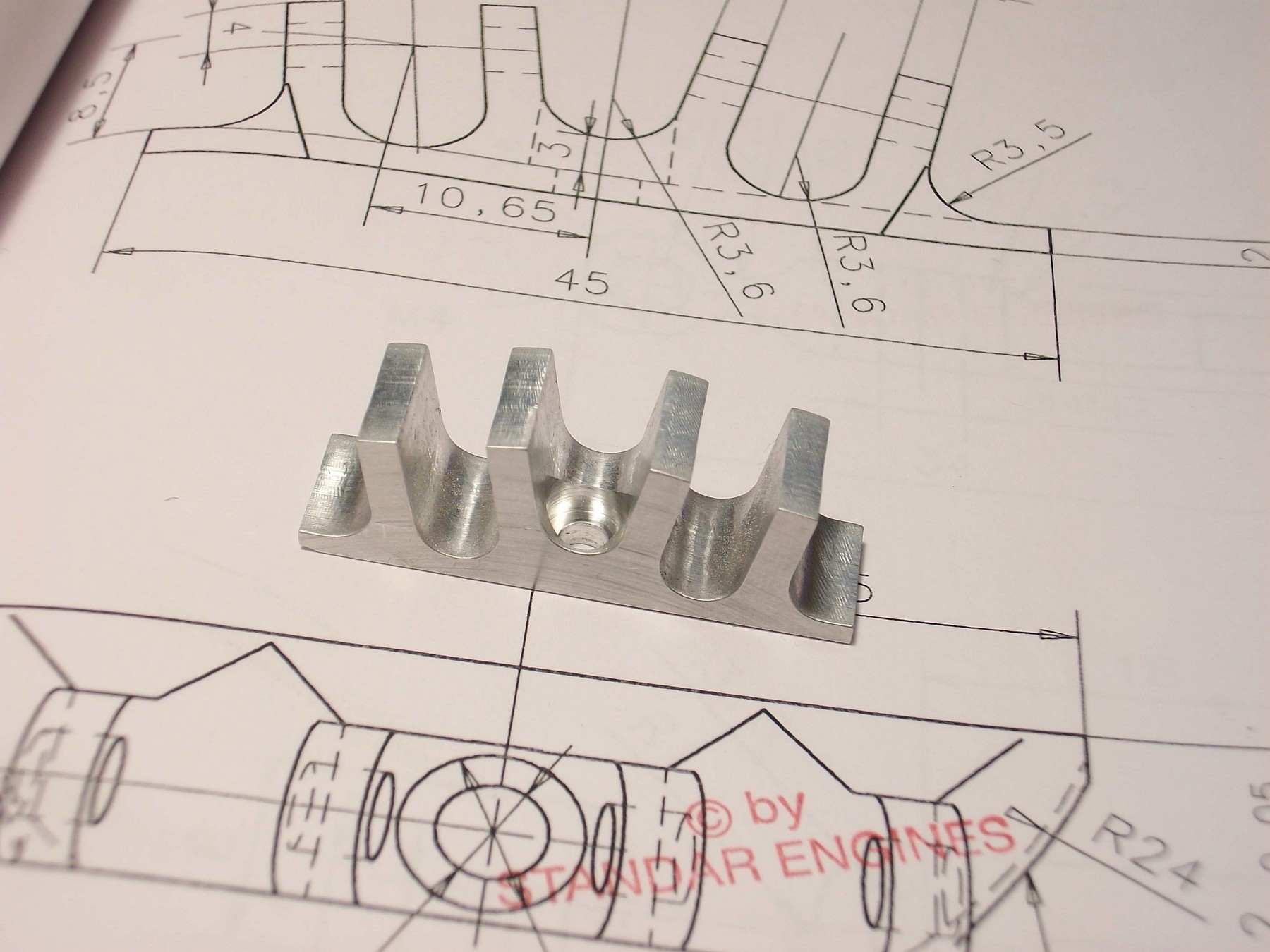
Voici donc ce que je devrais
obtenir...
... après quelques mois d’usinage
!
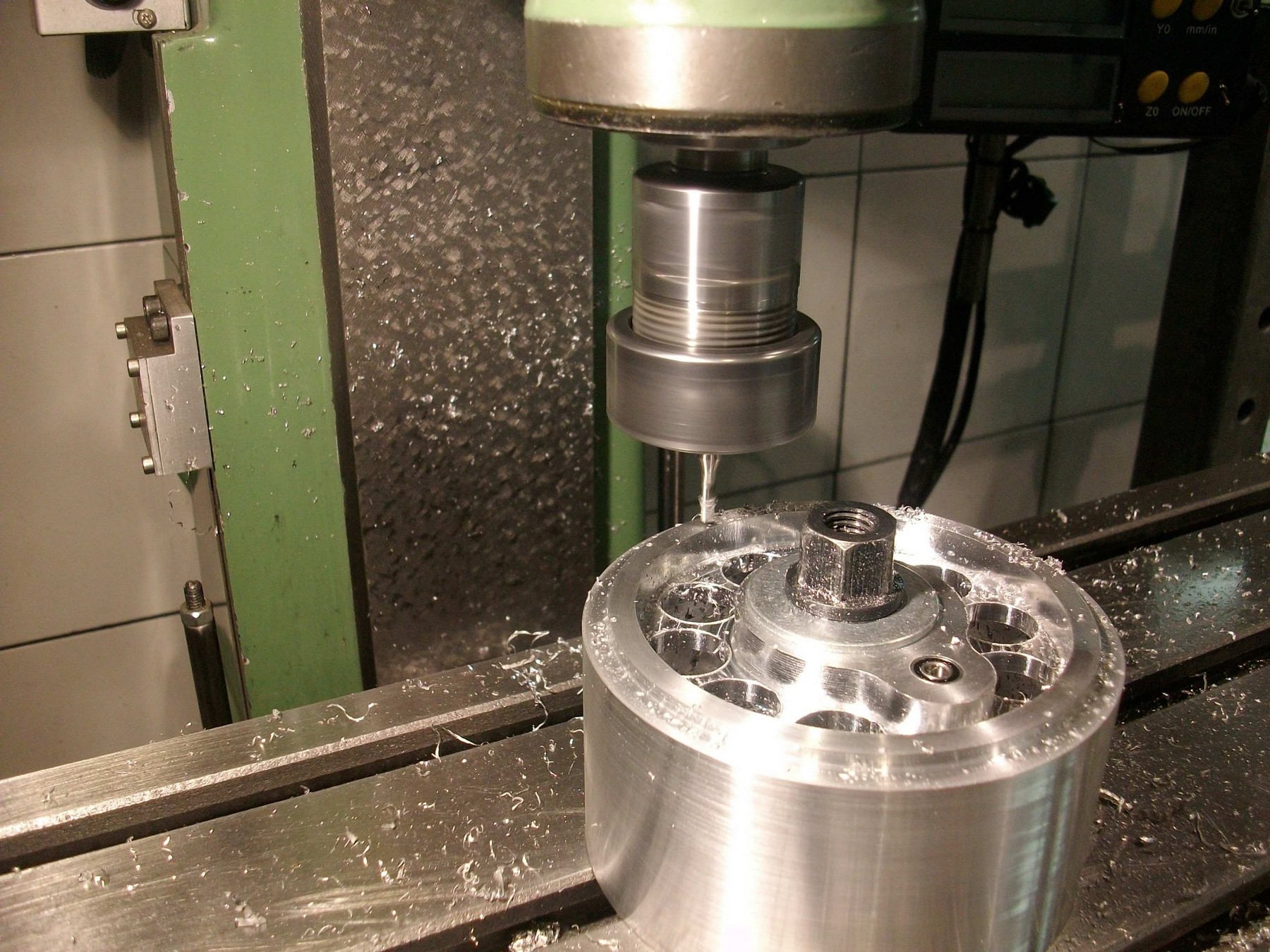
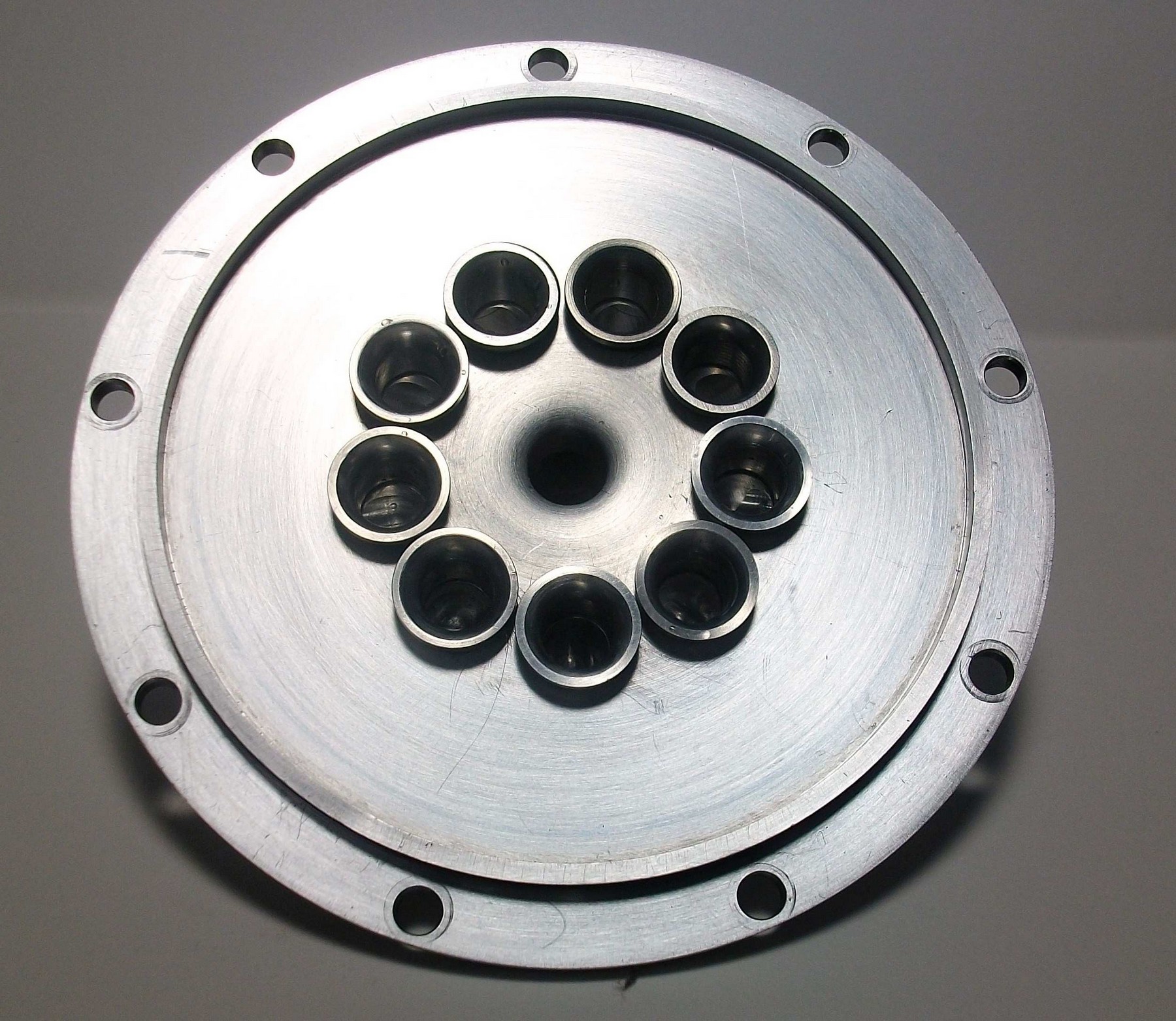
Fidèle à mes habitudes, je débute l’usinage
par le carter principal. Il est fait en aluminium 7075 qui se caractérise
par sa très grande résistance, très utile lorsque
l’on doit effectuer des taraudages car le risque d’arracher
les filets lors du serrage des vis est bien moindre.
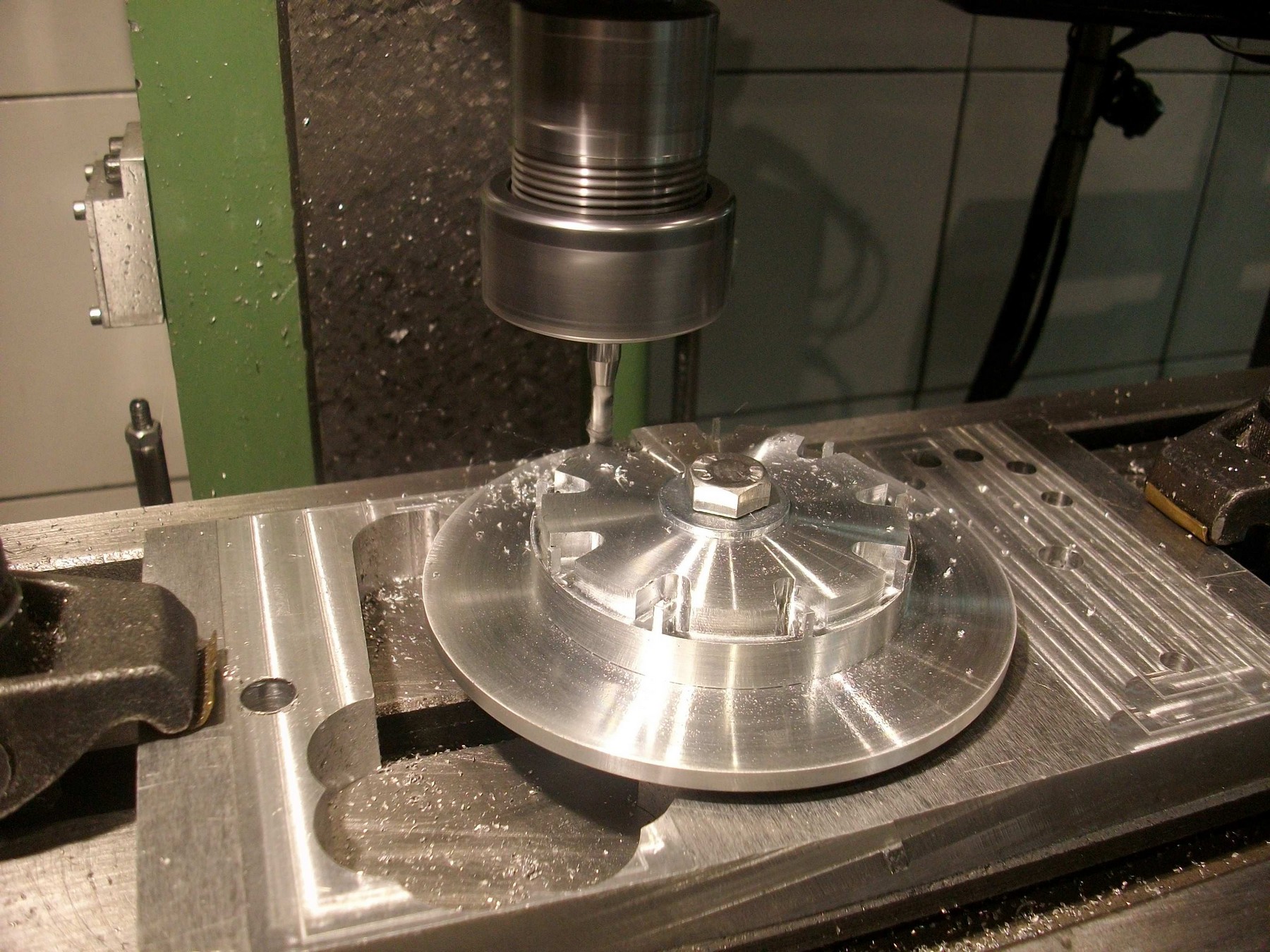
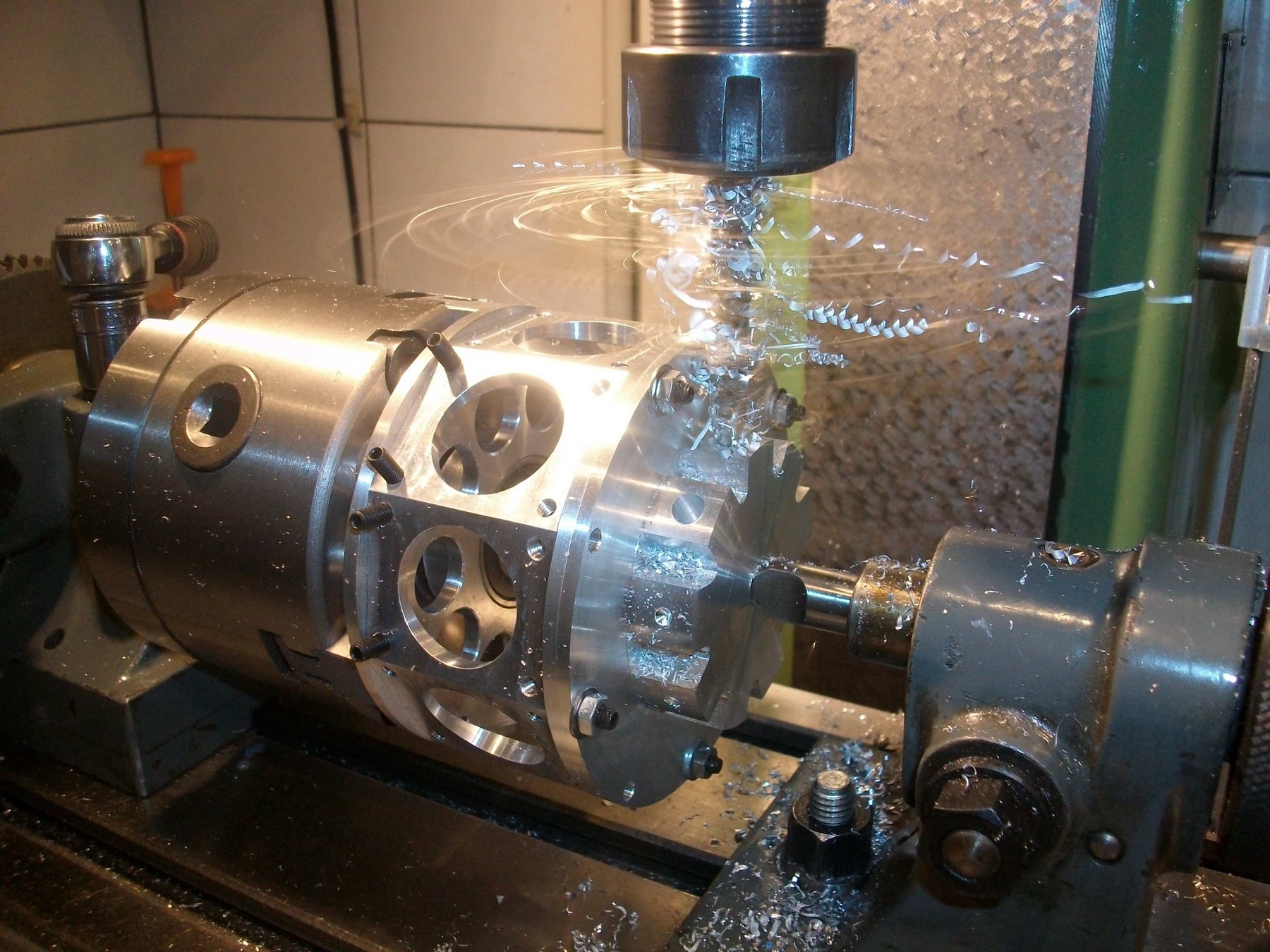
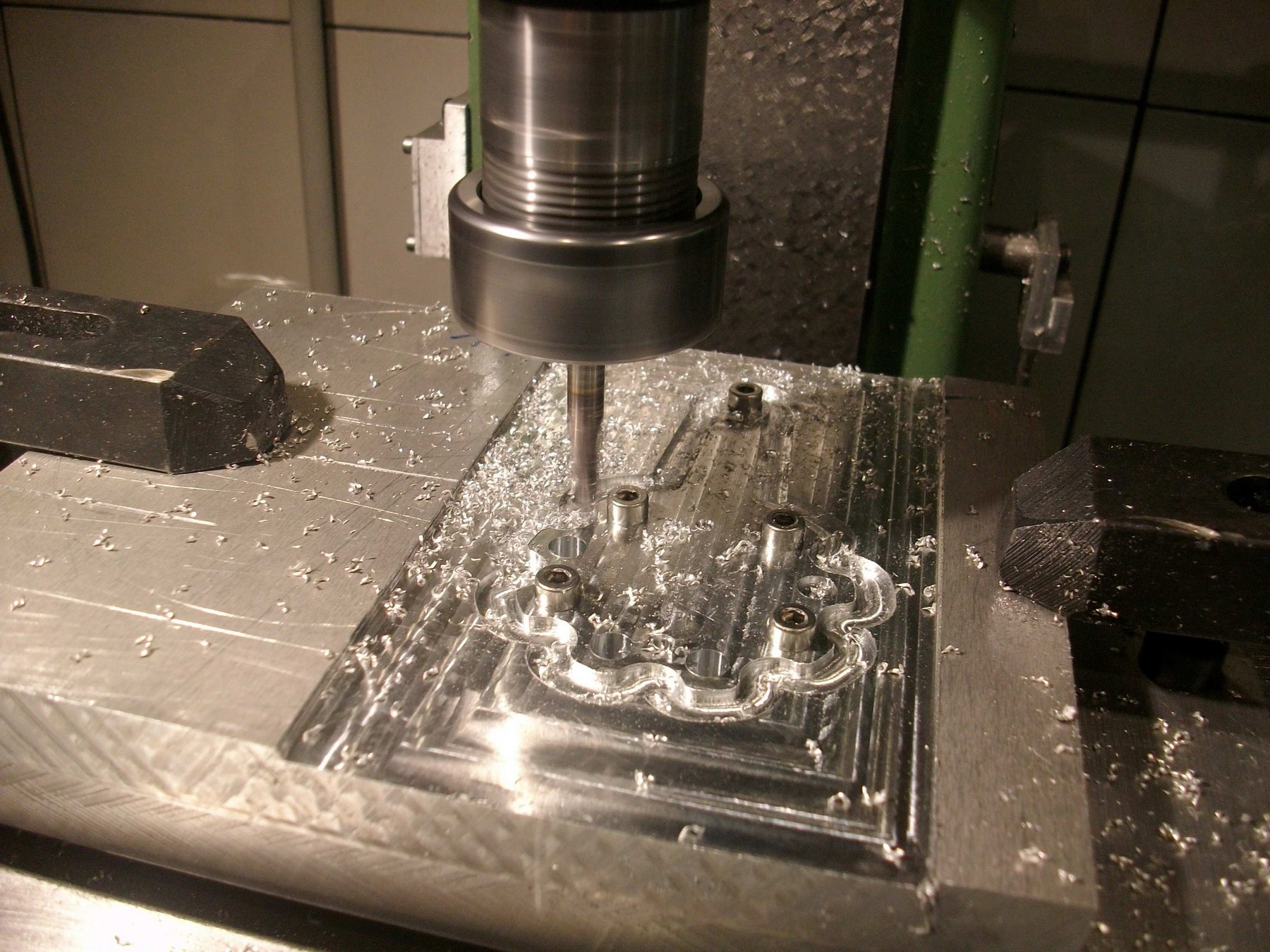
Usinage du carter d’admission. Après avoir fait l’ébauche
au tour, il est positionné sur la fraiseuse afin de le terminer.
Les perçages des conduits d’admission se font aussi sur
la fraiseuse à l’aide du 4e axe rotatif.
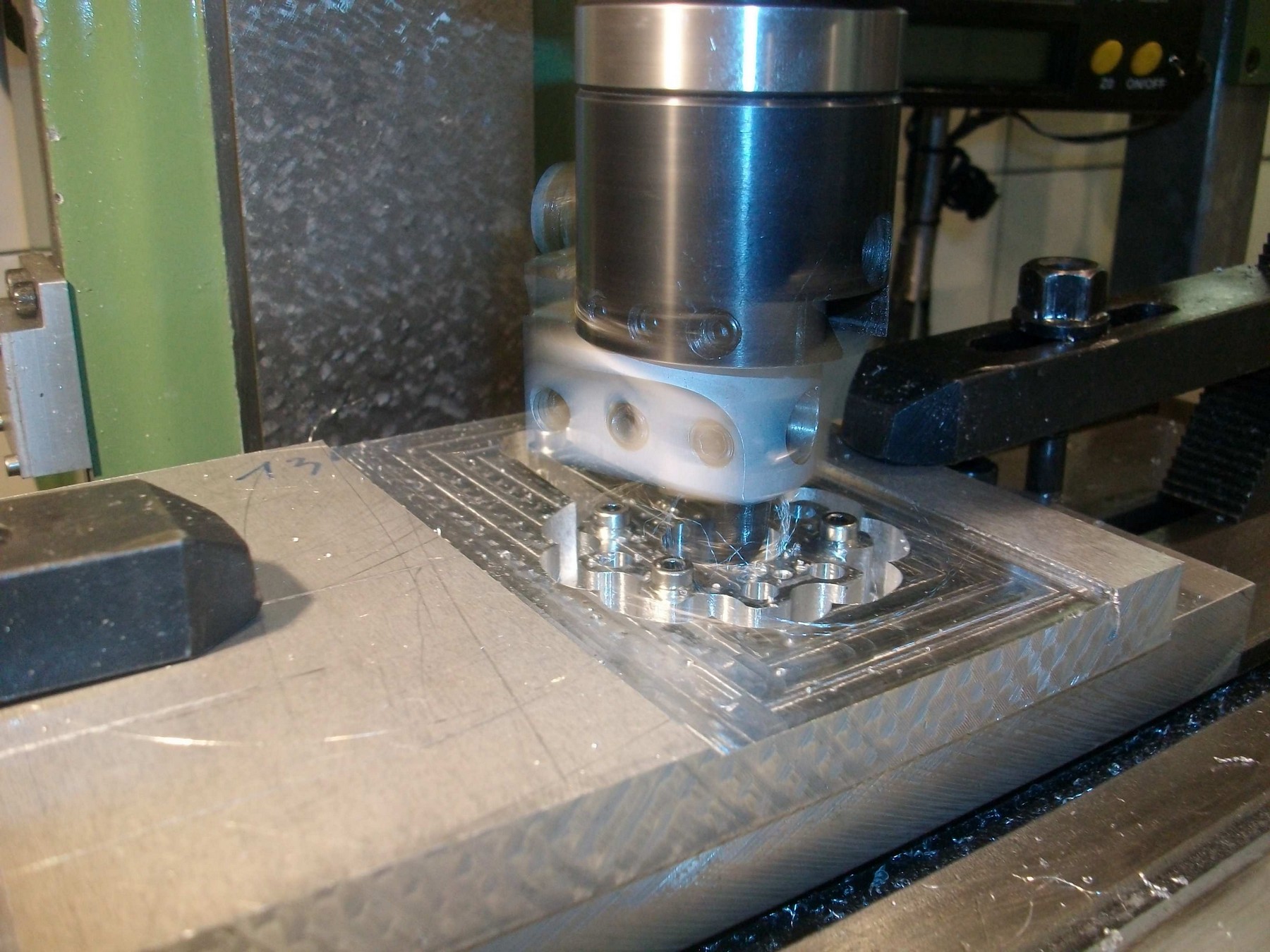
Les trompettes d’admission sont montées en force et le
montage est assuré par du bloc-presse. Le carter d’admission
possède lui aussi un joint sur sa périphérie afin
de garantir la bonne étanchéité.
Le vilebrequin est entièrement taillé dans la masse à
partir d’un bloc d’acier prétraité de 42CD4.
Le rondin pèse 5500 g avant son usinage et à peine 225
g une fois l’usinage terminé.
L’ensemble des bielles sera fait en 7075 et en bronze pour les
paliers. La bielle mère est montée sur un roulement à
aiguilles.
Je débute l’usinage par le perçage des axes des
bielles secondaires, ces perçages me serviront à maintenir
la tôle d’alu lors du détourage. La bielle principale
est tirée dans du plat de 7075 mis à la bonne épaisseur.
Une fois toutes ces opérations terminées, la bielle
est montée sur l’axe rotatif et l’usinage du
passage des bielles secondaires peut commencer.
Bielle mère terminée avec son roulement
à aiguilles.
La fabrication des bielles secondaires ne pose
pas de problèmes particuliers. Elles sont aussi usinées
à partir d’une tôle de 7075 mise à l’épaisseur
finale. Leurs alésages seront garnis d’un palier
bronze afin d’éviter tout risque de grippage.
Maintenant que les culasses sont terminées, je
passe à l’usinage des culbuteurs. Ils sont usinés
dans un rond de 42CD4, puis trempés.
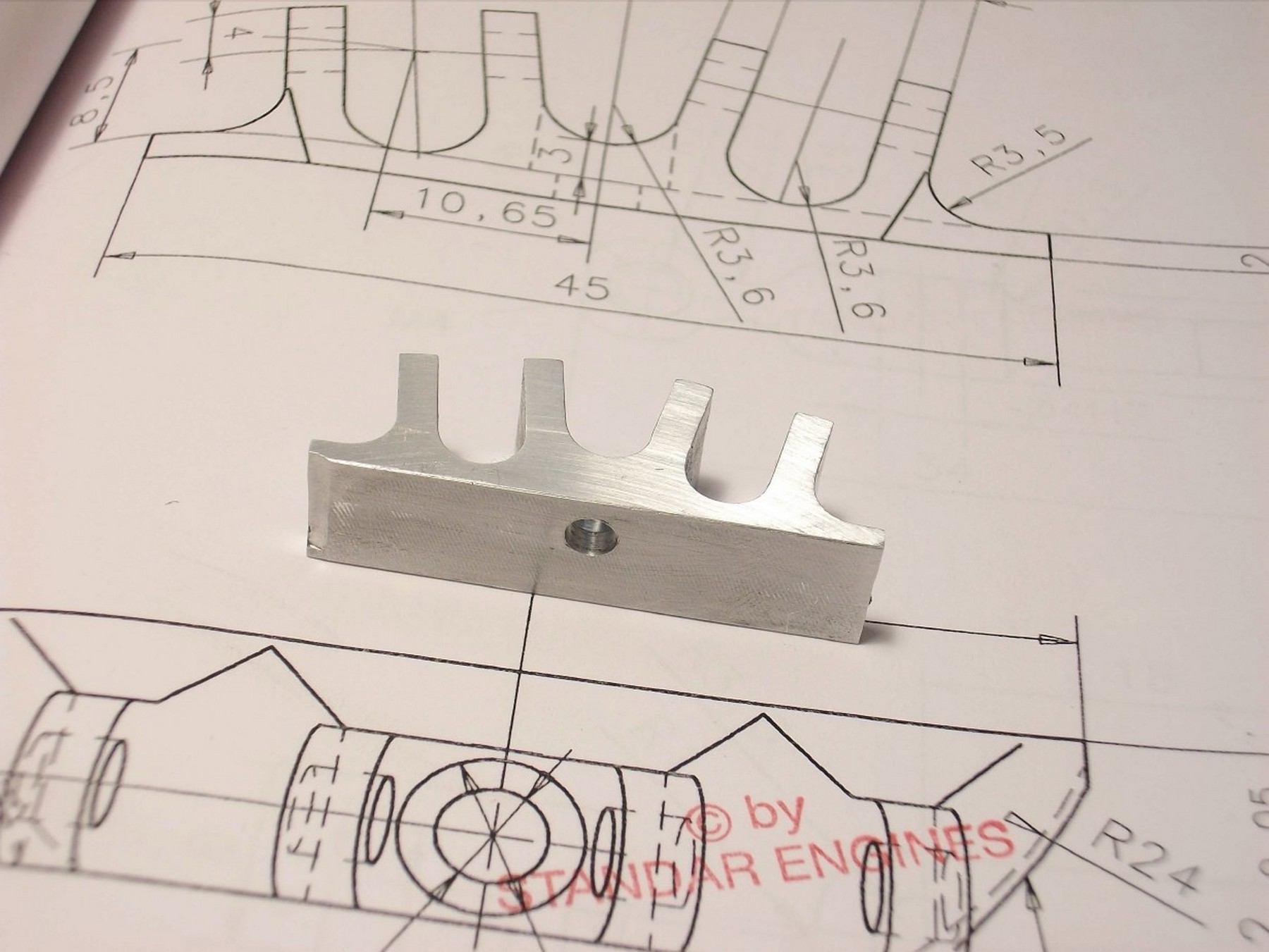
Une fois les culbuteurs réalisés il faut
passer aux supports de culbuteurs, en 7075 toujours. Ils ne représentent
pas trop de difficultés à usiner.
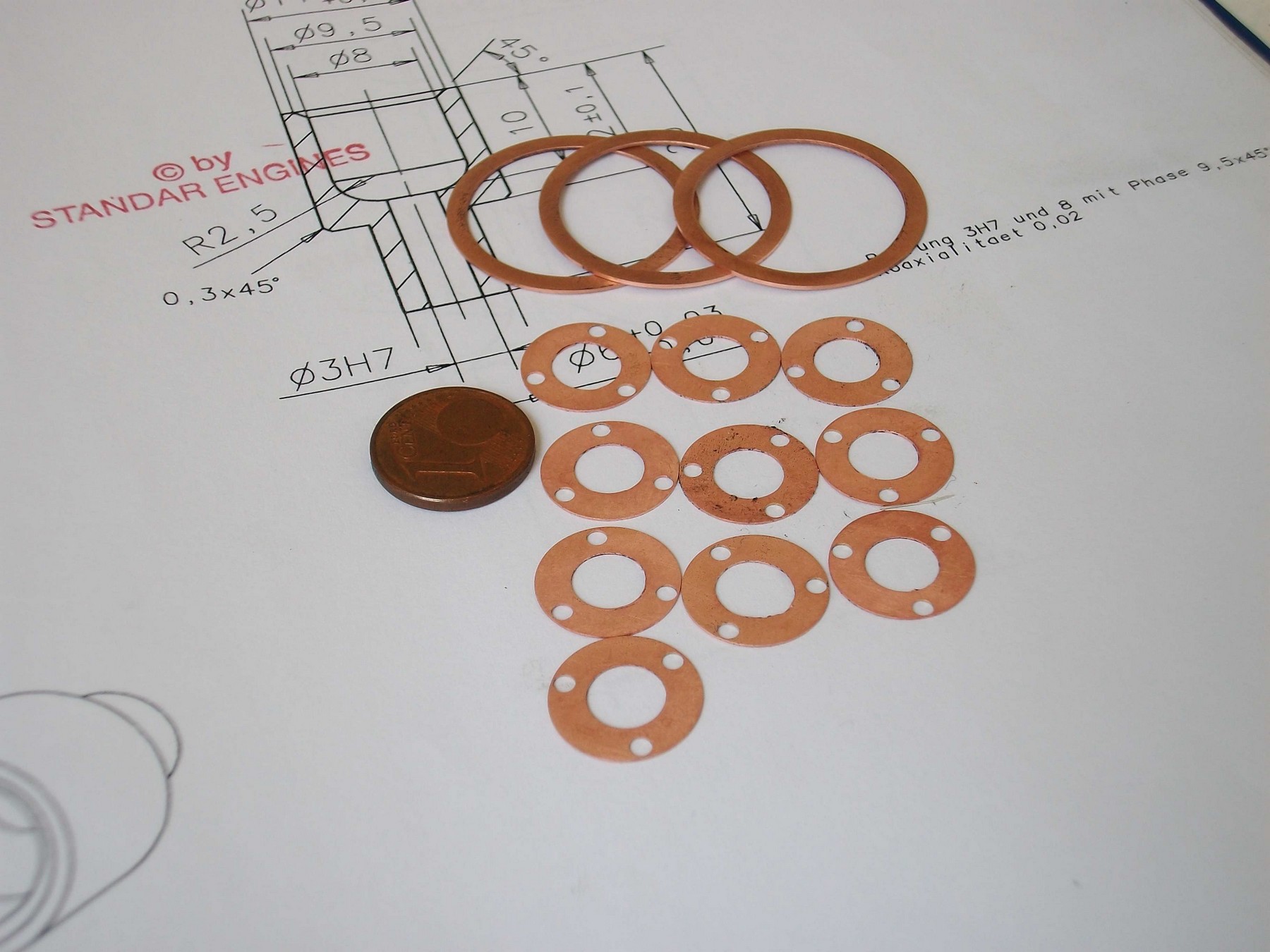
Réalisation des joints de culasse, d’admission
et d’échappement dans une feuille de cuivre.
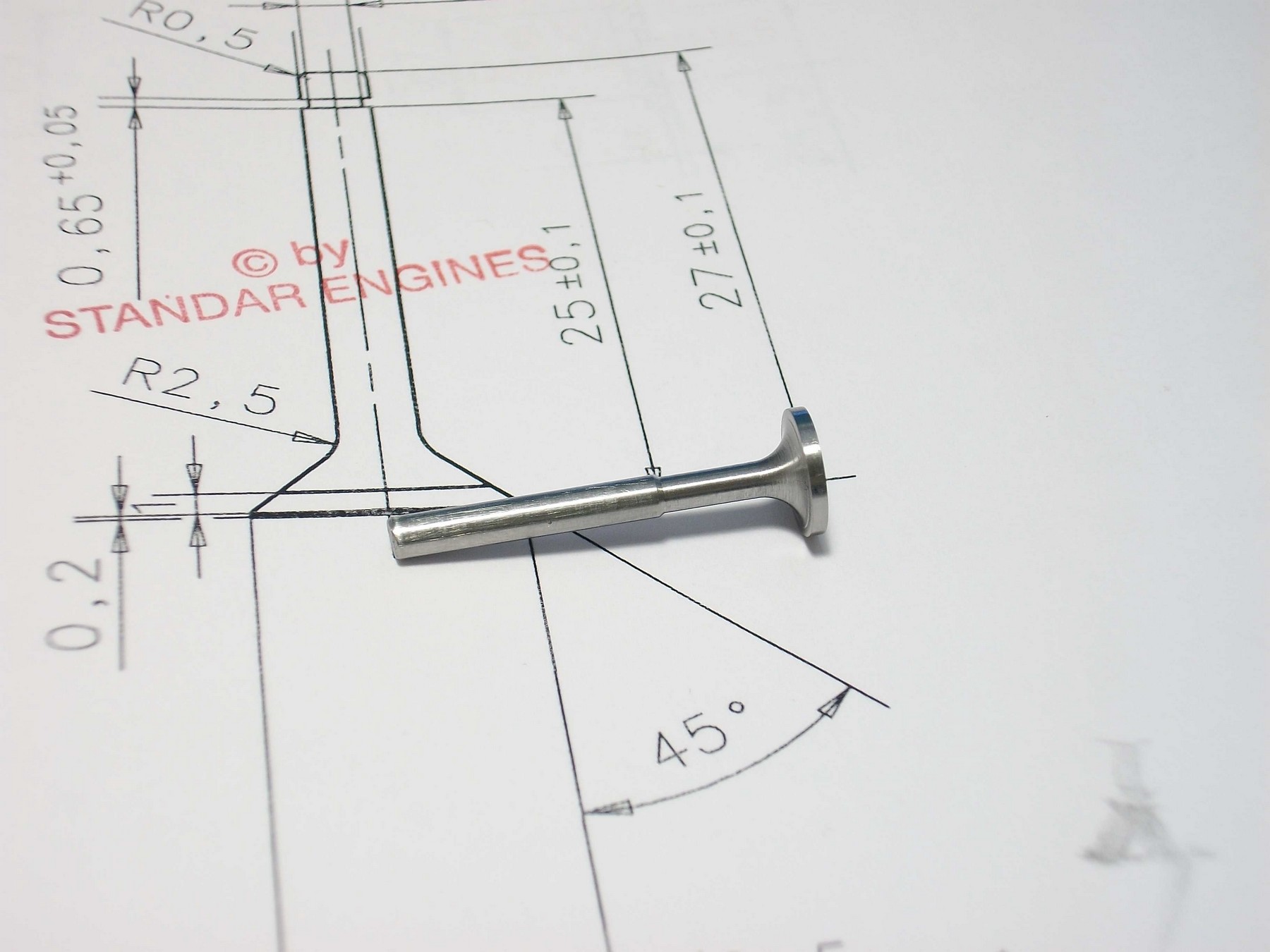
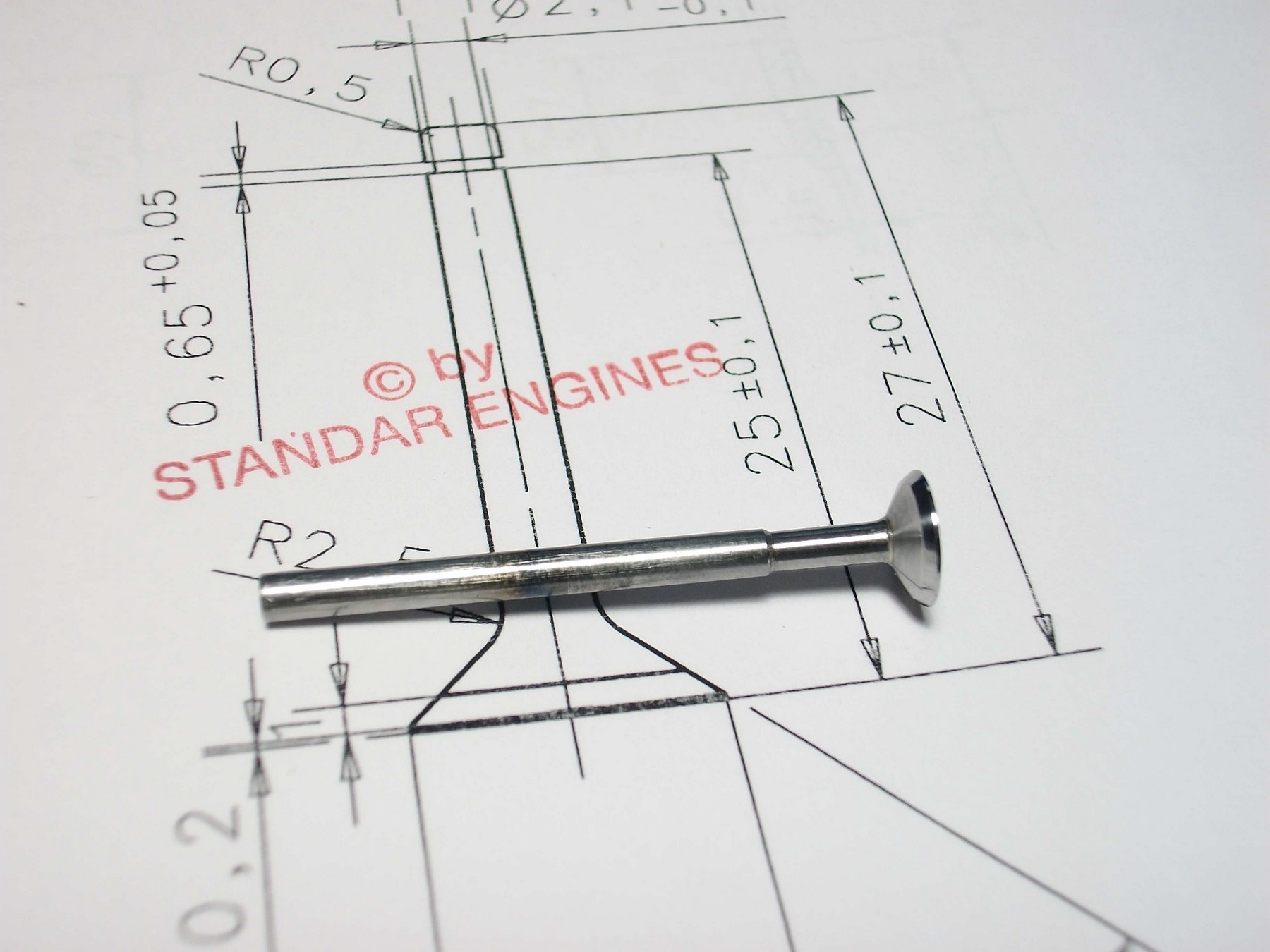
Il est maintenant temps de réaliser les soupapes. Elles sont
en 42CD4, taillées dans la masse. Si leur réalisation
ne pose pas de problèmes particuliers, il n’en n’est
pas de même pour leur rodage. Cette opération me pose toujours
autant de soucis et me prends un temps considérable, environ
10 à 15 minutes par soupapes, et je rappelle qu’il y en
a 18 à faire…
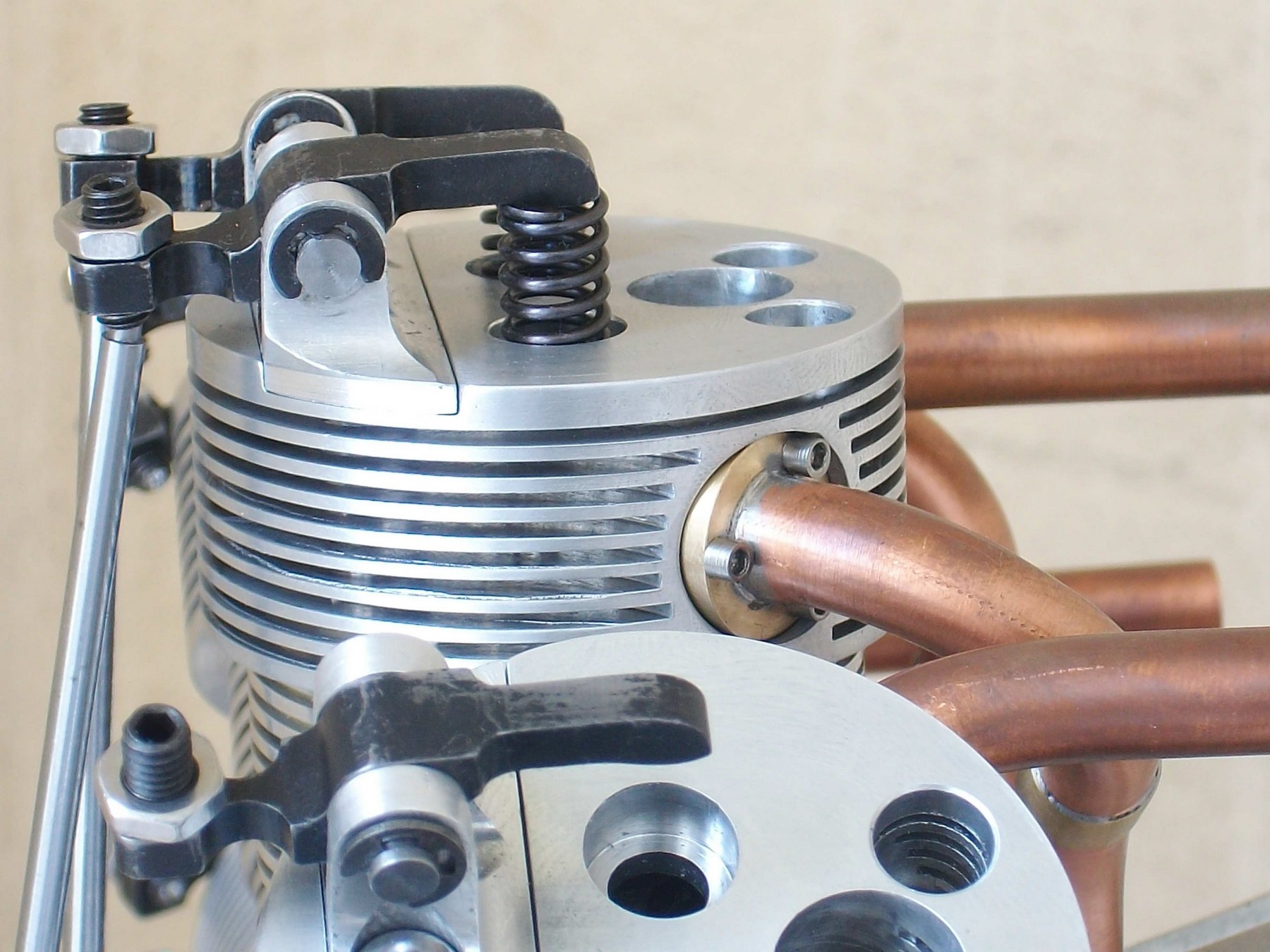
Le moteur se termine, il me reste les pipes d’admissions et d’échappements
à réaliser : elles sont en laiton et cuivre. Pour
cintrer le tube de 10 mm, je me suis fabriqué une petite cintreuse
qui a donnée de bons résultats. Néanmoins, j’ai
dû réaliser les tubulures d’admission en 2 parties,
assemblées par brasage à l’étain car je ne
parvenais pas à cintrer mon tube avec suffisamment de précision.
Caractéristiques
techniques
du Silver Star
(donnée concepteur) :
Cylindrée : 110 cm3
Puissance : 5 kw (environ 7cv)
Régime : 700-3800 tr/mn
Traction 9 kg avec hélice 30''x10''
Poids : 3 500 g
Diamètre : 230 mm
Temps de construction : 550 heures
Le 1er démarrage s’est déroulé dans le sous-sol
de la copropriété, il a été très
rapide, à peine 2 secondes de démarreur et le moteur a
démarré. Il a fallu juste un léger réglage
du carbu pour qu’il tourne à peu près correctement.
La vidéo du 1er démarrage n'est pas de très
bonne qualité car faite au téléphone portable.
Le lendemain, j’ai apporté tout mon matériel à
mon travail et fait tourné le moteur devant mes collègues
qui m’ont supporté pendant toute la durée de cette
construction :
Voilà donc un nouveau projet mené à son terme,
il reste à réfléchir sur le prochain. Rien n’est
jamais terminé...